




鉆削加工的工藝特點有哪些,鉆削加工的工藝特點及加工范圍,鉆削加工排屑難怎么處理,鉆削加工使用技巧有哪些?
什么是鉆削加工?
鉆削加工是用鉆頭或擴孔鉆等在鉆床上加工模具零件孔的方法,其操作簡便,適應性強,應用廣泛。
鉆削加工的工藝范圍
鉆床的加工工藝范圍較廣,在鉆床上采用不同的刀具,可以完成鉆中心孔、鉆孔、擴孔、鉸孔、攻螺紋、锪孔和锪平面等。
鉆削加工的工藝特點
(1)鉆芯細,剛性差,加工精度低。
(2)導向能力差,易鉆偏。
(3)切削條件差,質量難以提高。
(4)橫刃長,定心差,易偏斜。
(5)排屑困難,生產率較低。
鉆削加工排屑難怎么處理?
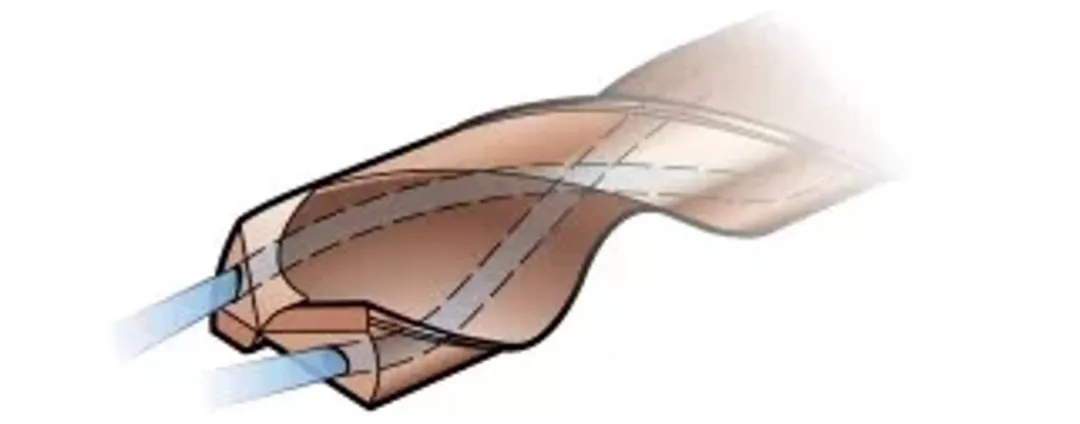
鉆削加工既是用鉆頭來加工物件的,其特點就是適用于加工一定深度的孔,鐵屑沿麻花通道同步排出!?
切屑成形和排屑是鉆削中的關鍵問題,取決于工件材料、鉆頭/刀片槽型的選擇、冷卻液壓力/容量、切削參數。
堵屑會導致鉆頭徑向移動,從而影響孔質量、鉆頭壽命和可靠性,或導致鉆頭/刀片崩斷。
當切屑能夠從鉆頭中順暢排出時,切屑成形是可接受的。對其進行識別的最佳方法是在鉆削過程中進行監聽。連續的聲音表示排屑良好,斷續的聲音表示切屑堵塞。檢查進給力或功率監控器。如果存在異常,則原因可能是切屑堵塞。查看切屑。如果切屑長而彎曲,但未卷曲,則表示出現切屑堵塞。查看孔。出現堵屑后,將看到粗糙表面。

避免堵屑的技巧:
1)確保使用正確的切削參數和鉆頭/刀尖槽形
2)檢查切屑形狀 - 調整進給量和速度
3)檢查切削液流量和壓力
4)檢查切削刃。整個斷屑槽未起作用時,切削刃損壞/崩刃可能導致長切屑
5)檢查切削加工性是否由于新的工件批次而改變 - 調整切削參數
正確使用冷卻液防止堵屑
正確使用冷卻液對于獲得良好的鉆削性能而言至關重要,它會直接影響到加工中的排屑、刀具壽命及加工孔的質量。
(1)冷卻液的使用方式
1)內冷設計
內冷設計始終是避免堵屑的首選,特別是在加工長切屑材料以及鉆削較深的孔 (大于3倍孔徑) 時。對于水平鉆頭,當冷卻液從鉆頭中流出時,在至少30cm的長度上都不應有切削液下沖現象。
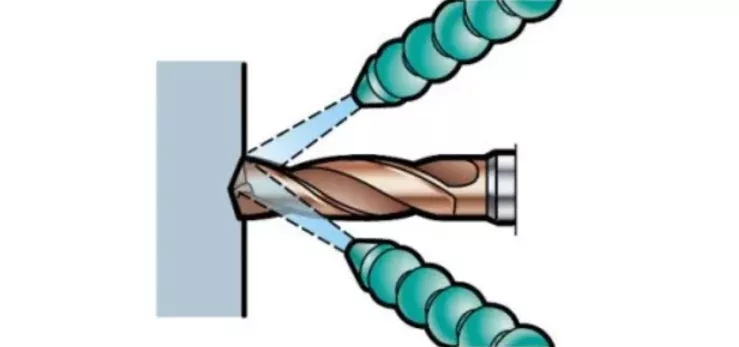
2)外冷設計
使用外冷卻液可在切屑形成良好以及孔深較淺時使用。為了改善排屑,至少應有一個冷卻液噴嘴 (如果是非旋轉應用,則為兩個噴嘴) 靠近刀具軸線位置。
3)干式鉆削技巧,不使用冷卻液
通常不建議進行干式鉆削。
a)可用于短切屑材料且孔深可達直徑3倍的應用場合
b)適合于臥式機床
c)建議降低切削速度
d)刀具壽命會降低
建議切勿將干式鉆削用于:
a)不銹鋼材料 (ISO M和S)
b)可換頭鉆頭
4)高壓冷卻(HPC) (~70 bar)
使用高壓冷卻液的益處是:
a)由于冷卻效果增強,刀具壽命較長
b)改善不銹鋼等長切屑材料加工中的排屑效果,并且可能延長刀具壽命
c)排屑性能更好,因此安全性更高
d)根據給定的壓力和孔尺寸提供足夠的流量,以保持冷卻液供應
冷卻液的使用技巧
請務必使用含有EP (極壓) 添加劑的可溶性切削油 (乳化液)。為了確保最佳刀具壽命,油水混合物中的含油量應介于5-12%之間 (加工不銹鋼和高溫合金材料時應介于10-15%之間)。提高切削液的含油量時,務必用分油器進行檢查,以確保不會超過推薦的含油量。
在條件允許的情況下,與外冷卻液相比,始終首選使用內冷卻液。
凈油能夠改善潤滑效果,在鉆削不銹鋼應用時帶來益處。請務必與EP添加劑一起使用。整體硬質合金鉆頭和可轉位刀片鉆頭都能使用凈油并能取得不錯的效果。
壓縮空氣、霧狀切削液或MQL (微量潤滑) 可能成為穩定工況下的成功之選,特別是在加工某些鑄鐵和鋁合金時。由于溫度升高進而可能對刀具壽命產生負面影響,建議降低切削速度。
東莞環球機械專注于生產五軸龍門加工中心、深孔鉆設備,歡迎您的咨詢!

Copyright @ 2020 環球工業機械(東莞)有限公司 All Rights Reserved. 粵ICP備12071300號