




如何提高鉆孔精度,孔加工精度等級對照表,鏜孔和鉸孔的區別,精度較高的孔加工過程,孔加工方案,孔的精度等級表,鉆孔的加工精度等級一般是多少?
由于零件上孔的類型多種多樣,使得孔的加工方法較有多種,如鉆、削、車削、鏜削、拉削、磨削等方法。
深孔加工的難點
孔加工刀具的尺寸,受所加工孔的限制,一般呈細長狀,剛性較差;加工孔時,刀具處在工件材料的包圍之中,散熱條件差,切屑不易排除,切削液難以進入切削區;而且加工的情形不易直接觀察得到。因此,如果加工相同的精度和表面粗糙度,孔加工要比外圓面困難,成本也高。
如何選擇孔的加工方案
孔加工方法的選擇和機床的選用比外圓面的要復雜得多。擬定孔的加工方案時,除考慮孔加工的技術要求外,還應考慮孔徑的大小和孔的深淺、工件的材料、形狀、尺寸、重量和批量以及車間的具體生產條件(如現有加工設備等)。
若在實體材料上加工孔(多屬中小尺寸的孔),必須先采用鉆孔。若是對已經鑄出或鍛出的孔(多為中、大型孔)進行加工,則可直接采用擴孔或鏜孔。
至于孔的精加工,鉸孔和拉孔適于加工未淬硬的中、小直徑的孔;中等直徑以上的孔,可以采用精鏜或精磨;淬硬的孔只能用磨削進行精加工。
在孔的光整加工方法中,珩磨多用于直徑稍大的孔,研磨則對大孔和小孔都適用。
下面表中列出了孔加工方案及適用范圍,可以作為擬定加工方案的依據和參考。
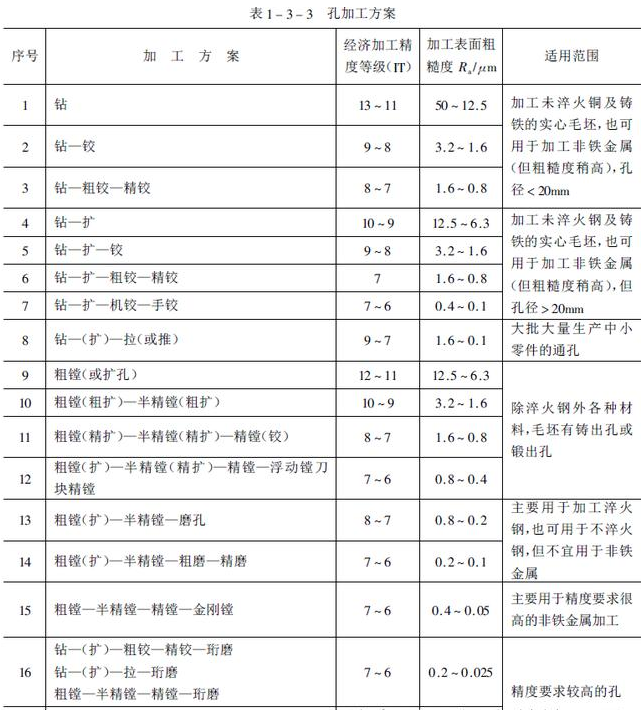
孔類的幾種加工方案、精度等級及適應范圍
表中所列是指在一般條件下各種加工方法達到的經濟精度和表面粗糙度。當加工條件改變時,所得到的精度和表面粗糙度也將改變。
根據孔的加工精度確定加工方案方法如下:
(1)精度低于IT10以下的孔 用一般的鉆孔方法即可達到(孔徑<20mm)。
(2)精度達到IT9的孔 如果孔徑小于20mm,可采用鉆模鉆孔,或者鉆孔后擴孔;孔徑大于30mm的孔,一般采用鉆孔后鏜孔。
(3)精度達到IT8的孔 當孔徑小于20,mm時,應采用鉆孔后鉸孔;若孔徑大于20mm,可根據具體條件,選擇不同的加工方案,如鉆—擴—鉸、鉆—粗鏜—半精鏜或鉆—(擴)—拉(或推)等。
(4)精度達到IT7的孔 當孔徑小于20mm時,一般采用鉆孔后進行兩次鉸孔的方案;孔徑大于20mm時,可選擇不同的加工方案,如鉆—擴—粗鉸—精鉸、鉆—擴—機鉸—手鉸或鉆—粗鏜(擴)—半精鏜—粗磨—精磨等。
加工精度達到IT6的孔,與加工IT7精度孔的順序大體相同,但其最后工,序要根據具體情況,分別采用精細鏜、手鉸、精拉、精磨、研磨或珩磨等方法進行精細加工。
鑄(或鍛)件上已鑄出(或鍛出)的孔,可直接進行擴孔或鏜孔,直徑在100mm以上的孔,采用鏜孔比較方便。至于半精加工、精加工和光整加工,可參照上述方案進行。
以上就是孔加工精度等級對照表,,鉆孔的加工精度等級你都了解了吧!東莞環球機械專業生產深孔鉆設備,五軸龍門加工中心,歡迎您的咨詢!

Copyright @ 2020 環球工業機械(東莞)有限公司 All Rights Reserved. 粵ICP備12071300號